首页
企业简介
产品中心
企业新闻
行业动态
技术中心
联系方式
常见问题
首页
>
技术中心
>
常见问题
>
纺织品撕破方式的机理及影响因素
发布时间:2019-11-21 10:52:30
撕破是纺织品检测的重要测试项目之一,以下为各种撕破方式的撕破机理:
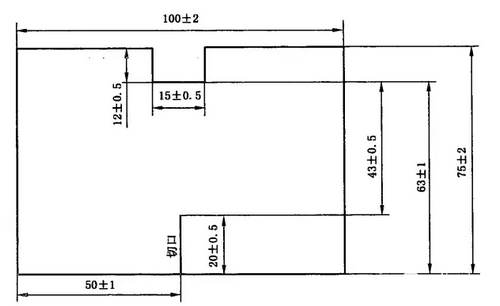
A:摆锤法撕破强力
如下图,标注P的那二边为样品被试样夹所夹持部位;当重锤瞬间下落时,样品会从撕破三角区域第一根纱线开始断裂;直到整个样品被撕破;
那么从第一根断裂的纵向纱和被剪刀的二组横向纱线之间,就形成了一个三角形的区域,这个区域叫做撕破三角区域。
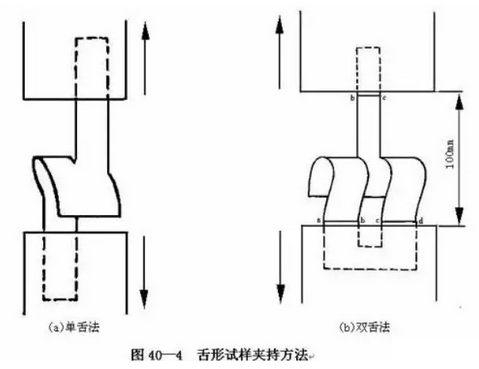
B:裤型法撕破强力
裤型法撕破强力原理同摆锤法撕破强力,二者差异在于撕破的速度不一样;摆锤是一种快速撕破,而单舌是一种较慢匀速的撕破。
C:梯形法撕破
如下图:梯形法样品示意及样品夹持示意
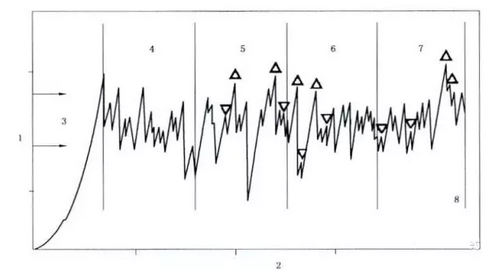
从上面的二个图形中可以看出,梯形法与摆锤、单舌完全不同;如果说摆锤法是撕破中一根单纱在战斗,那单舌法就是至少二根或者几根纱在战斗,而梯形法就是一组纱线在战斗,前扑后续,直到样品完全断裂。如下图(梯形法撕破机理图)
从撕破机理图片我们可以看出,梯形法撕破从第一根标红线的纱线开始直到第n根未伸直的止,这一组纱线都在抵抗来自于垂直方向的拉力;所以梯形法撕破与其说是撕破,还不是说是部份纱线的拉伸强力更为贴切。
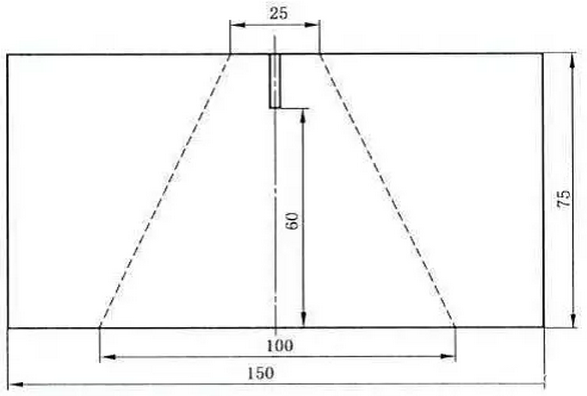
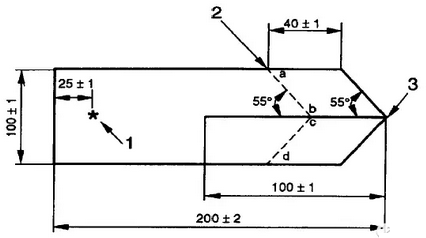
D:翼形法撕破
翼形法撕破强力基本和梯形法撕破的原理一样,只是角度不同而已;角度不同代表参与抵抗拉力的纱线根数不同,所以梯形法和翼形法不是同种类型的测试,而测试结果不能相互比较。
各种类型撕破结果比较(仅以平纹棉布为例,因为其他组织结构的面料受组织结构特殊性的影响,撕破的情况比较复杂,这里以平纹为例旨在让大家对撕破各种类型的数据有个大概的了解)
总结:摆锤法<≈单舌法<双舌法<翼形法<梯形法
影响面料撕破强力的因素分析
撕破强力是机织面料测试中较为重要的一项指标,影响织物拉伸、撕破强力的主要因素主要有以下几点:
一、纱线的性质:
1、纱线原材料:不同的原材料所表现出来对外界撕破力抵抗程度有明显的差异。
2、纱线的细度:这个很好理解,粗一点的自然抗撕破力就好一点。
3、纱线是长丝还是短纤维:短纤维如棉,长丝如涤纶长丝。短纤维需要通过加捻的方法使短纤维集合成纱,长丝可直接成纱用于纺织。很明显短纤维的强力要低于长丝的强力。
4、纱线的捻度:捻度可以使短纤维纱线或者长丝更好的抱合在一起,形成凝聚力,提高强度和弹性,从而可以提高织物的撕破力。但捻度有他的极限值,过高的捻度不但提高不了强度和弹性,反而纱线发脆,会使强力和弹性下降。
5、纱线的断裂伸长率或者说弹性:纱线的断裂伸长率越高说明线断裂时的弹性就越大,就足以影响到织物撕破时,撕破三角区的大小而影响织物的撕破强力。
二、织物的组织结构
1、平纹组织:该组织纱线浮点长度仅一根纱线,所以受力撕破三角区最小;表现出的撕破力也是最小的。
2、斜纹组织:该组纱线浮点长度根据设计最小为2根纱线,即1/2斜纹,所以这类组织结构的面料的,浮点越长,撕破三角区域就越大,撕破强力就越好。
3、缎纹组织:该组纱线浮点长度比斜纹组织的长度更好,撕破三角区域就更大,撕破强力就更好。
4、变化组织:这类组织就是三原组织(也就是上面所说有平纹、斜纹、缎纹)任意组合变化而来。所以这类组织撕破力的大小基本上没办法进行比较,但肯定大于平纹组织。
总结:平纹组织<斜纹组织<缎纹组织
三、织物的密度和织缩率
密度的多少,决定了纱线的屈曲波高,也就决定了织物织缩率的大小。而织物的屈曲波高越大,在受力的情况下,织物的伸长率相对来说就就较大;从而影响织物撕破三角区域的大小,而影响撕破力的大小。
四、织物的染色及后整工艺
1、磨毛、起绒:磨毛、起绒工艺将织物表面进行打磨,使组织表面产生短而整齐的小绒毛。这样就使织物表面这组纱线的结构破坏掉了,纱线的强力会大幅度下降。2、免烫整理:织物经免烫整理后拉伸、撕破强力也会下降,直接影响了织物的耐用性。3、温度:生产中温度过高,容易产生织物脆化现象,使纱线强力及断裂伸长下降,从而降低了织物的撕破强力。4、助剂的酸碱性:比如涤纶面料做碱减量处理,涤纶表面被碱刻蚀后,其质量减轻,纤维直径变细,表面形成凹坑,纤维的剪切刚度下降,导致撕破强力下降。再如酸性助剂的使用会使尼龙织物的撕破强力受损下降。5、涂层加工:织物经涂层加工后(包括干法涂层、湿法涂层、转移涂层、压延),其撕破强力明显下降。生产实践表明,最多时可下降100%。硅胶涂层是个例外,织物经过硅胶涂层可以大幅提升撕破强力。
文章
2024-01-03
ATLAS氙灯灯管
2023-07-21
运动文胸重点是运动还是文胸?科学or时尚?
2022-08-08
抗感染因子 EN14126:2003
2022-08-03
什么是热辐射 – 辐射热 – 定义
2022-08-01
个人防护用品的等级有那些?
2022-07-21
计算化学防护服的安全使用时间(ISO 6523)
2022-07-21
化学服的突破时间可能,并不是你想象的那样
2021-07-30
ATLAS紫外灯管UVA和UVB用途介绍
2021-07-13
电动划格试验仪的设计和功能及操作
2019-11-22
常见8种功能性纺织品概念及应用
2019-11-21
纺织品撕破方式的机理及影响因素
2019-11-21
国内外纺织品撕破强力方式及测试标准
2019-11-20
织物防污原理及防水、防污、防油检测
2019-09-19
纺织品中“三防”是指那些
2019-09-19
常见的纺织染色方式
2019-03-22
GB/T5711耐四氯乙烯色牢度标准修改后有哪些变化
2019-03-21
功能性服装选购应注意的要点
2018-11-30
有关商业干洗的常用方法和注意事项
2018-10-22
灼热丝测试仪使用过程中保养及注意事项
2018-09-18
美标Whirlpool缩水率测试机检修及注意事项
2018-03-09
Wascator Fom71 CLS如何做维护保养
上一篇:
国内外纺织品撕破强力方式及测试标准
下一篇:
常见8种功能性纺织品概念及应用
常见问题
企业简介
产品中心
企业新闻
行业动态
技术中心
联系方式
联系我们
上海品魁机电科技有限公司
联系电话:15900517856
邮箱:shanghai_sale@163.com
地址:上海市洞厍路168号B6栋
网址:
http://www.pin-kui.com
联系人:李先生